


1000 Series 2 3 4 5 Axis Machining Center Controller nrog RTCP muaj nuj nqi
Khoom nta
1.Adopt thoob ntiaj teb tus qauv g code
2.Ua tiav PLC, macro thiab tswb cov ntaub ntawv
3.Simple HMI (tib neeg tshuab interface), dialog box kom sai
4.Tag nrho cov kev ntsuas tau tshwm sim thiab qhia ua lus Askiv
5.Alarm thiab yuam kev cov ntaub ntawv nyob rau hauv cov lus es tsis txhob me ntsis parameter
6.Interpolation linkage muaj nuj nqi ntawm 5 axes thiab saum toj no, RTCP muaj nuj nqi, DNC muaj nuj nqi
7.Support Umbrella type ATC, Mechanical hand type ATC, Linear type ATC, Servo type ATC, tshwj xeeb hom ATC
8.Support suav turret, encoder turret thiab servo turret
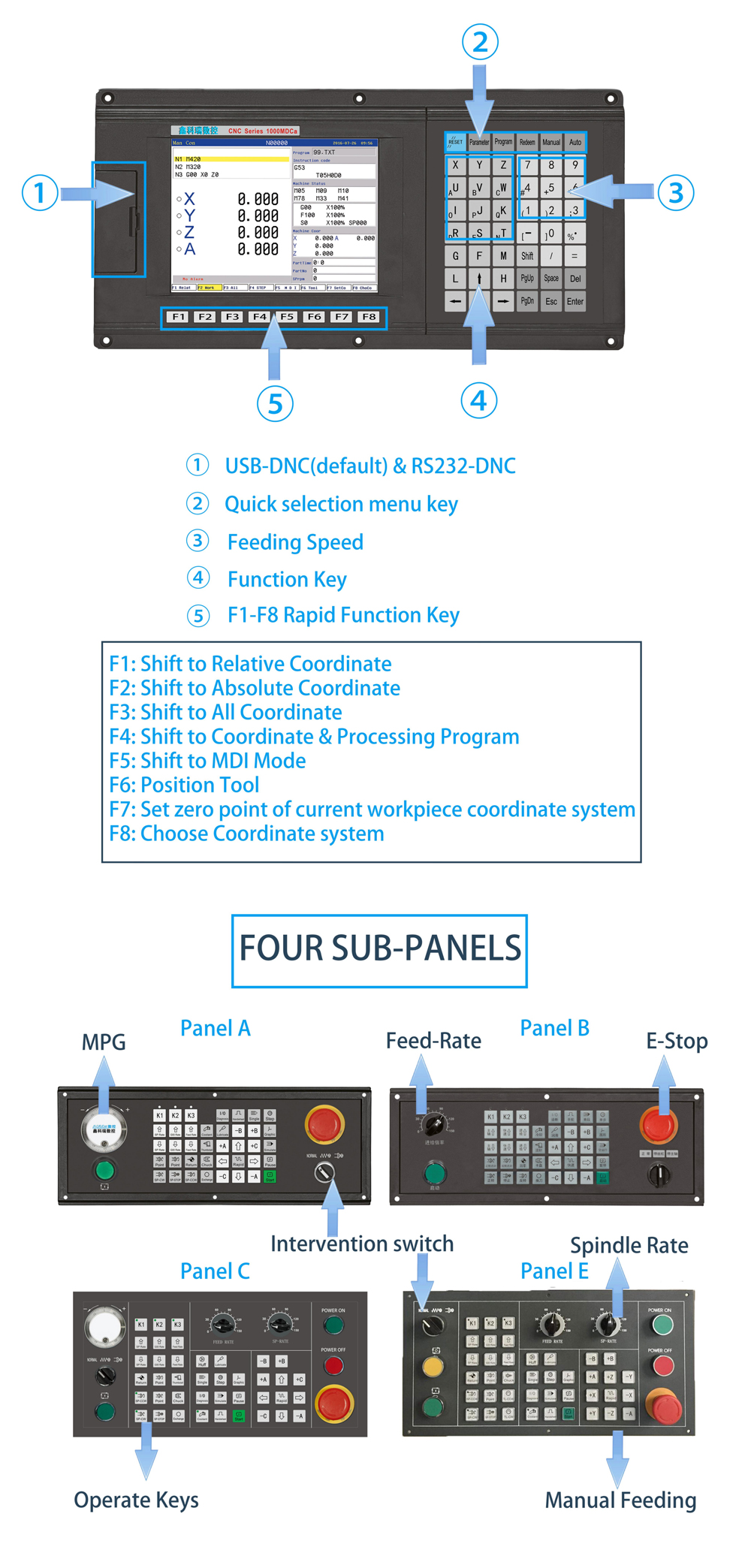
9.Lub 1000 series thiab 1500 series muaj 4 sub-panel qauv; koj tuaj yeem xaiv raws li koj xav tau.
10.NEWKer CNC maub los kuj txhawb kev siv ntau yam tshwj xeeb cov cav tov, xws li cov cav tov sib tsoo, planers, tho txawv tshuab, drilling tshuab, forging tshuab, iav hobbing tshuab, thiab lwm yam. Cov maub los kuj tseem tsim tau theem nrab. Txhawb tus kheej customization thiab tsim.
Cov ntsiab lus Parameter
| System Function | G code qhia | ||
| Tus lej tswj axis | 3 ~ 8 (X, Y, Z, A, B, C, Xs, Ys) | Nrhiav sai sai: | G00 |
| Qhov tsawg tshaj plaws programming: | 0.001 hli | Txoj kab ncaj nraim interpolation | G01 |
| Qhov feem ntau programming: | ± 99999.999mm | Arc interpolation: | G02/03 |
| Qhov ceev tshaj plaws: | 60m / min | Xov txiav: | G32 |
| Pub ceev: | 0.001 ~ 30m / min | Lub voj voog ntawm kev txiav lub tog raj kheej lossis lub khob hliav qab: | G90 |
| Phau ntawv txuas mus ntxiv: | ib axis lossis ntau axis tib lub sijhawm | Lub voj voog ntawm kev txiav kawg lub ntsej muag: | g94 ua |
| Kab interpolation: | Txoj kab ncaj nraim, arc, ntsia hlau xov interpolation | lub voj voog ntawm kev txiav xov | g92 ua |
| Kev them nyiaj txiav txiav: | Ntev ntawm lub compansation 、 vojvoog qhov ntswg ntawm cov cuab yeej them nyiaj | Tsau voj voog ntawm tapping | g93 ua |
| Cutter compensated input: | Sim txiav ntsuas ntsuas hom | Cycle ntawm ntxhib txiav nyob rau hauv excircle | g71 ua |
| Spindle muaj nuj nqi: | iav 、 Ob chav analog tswj 、 Rigid tapping | Cycle ntawm ntxhib txiav ntawm lub ntsej muag kawg: | G72 |
| Handwheel muaj nuj nqi: | vaj huam sib luag, handheld | Lub voj voog ntawm kev txiav kaw | g73 ua |
| handwheel processing: | Handwheel processing muaj nuj nqi | Lub voj voog ntawm kev xyaum qhov tob ntawm lub ntsej muag kawg | g74 ua |
| Kev tiv thaiv npo: | Qhov screen tiv thaiv muaj nuj nqi | Lub voj voog ntawm kev txiav zawj nrog rau sab nraud | G75 |
| Tool so function: | Row cuab tam so, Hluav taws xob dhau 99 riam | Lub voj voog ntawm kev sib txuas xov | g76 ua |
| Kev sib txuas lus muaj nuj nqi: | RS232, USB interface | Lub voj voog ntawm qhov program | G22, G800 |
| Kev them nyiaj yug muaj nuj nqi: | Cov cuab yeej compansation, Qhov chaw them nyiaj, ntsia hlau pitch them, Radius nyiaj | Local coordinate system: | G52 |
| Kho qhov program: | Metric / Imperial, Ncaj xov, taper xov thiab lwm yam | Tshawb xyuas cov lus qhia hla | G31, G311 |
| Txwv txoj haujlwm ua haujlwm | soft limit, nyuaj limit | Ncej coordinate | G15, G16 |
| xov function | metric thiab nti hom, ncaj xov, taper xov thiab hais txog | Metrical/Imperial Program: | G20, G21 |
| Ua haujlwm ua ntej: | Nyeem ua ntej 10,000 cov kab ncaj nraim | Teem lub coordinate, offset | G184, G185 |
| Kev tiv thaiv tus password: | Multilevel password tiv thaiv | Workpiece coordinate system: | G54-G59 |
| Input / tso zis: | Loj: 56 * 24 | Tool vojvoog C | G40, G41, G42 |
| PLC program: | Txhua qhov qhib PLC tsim | Qhov tseeb qhov chaw/txoj kev txuas mus ntxiv: | G60/G64 |
| Acceleration thiab deceleration tswj: | Txoj kab ncaj nraim, Index | Tsis tu ncua linear txiav: | G96/G97 |
| Tus lej ntawm tus encoder: | tej kev teeb tsa | Pub hom: | g98,g 9 9 |
| Tus neeg siv macro program: | Muaj | Rov qab mus rau qhov pib ntawm qhov program: | G26 |
| Hluav taws xob iav muaj nuj nqi: | Muaj | Rov qab mus rau qhov chaw ruaj khov: | G25, G61, G60 |
| Subpanel | Ib hom nrog handwheel; B hom nrog band hloov; C hom A thiab B, E hom | Rov qab mus rau qhov taw tes datum: | G28 |
| Daim ntawv thov: | VMC, sib tsoo, tshuab tshwj xeeb | Ncua tseg: | G04 |
| Macro Program: | G65, G66, G67 | ||
| Auxiliary muaj nuj nqi: | S, M, T | ||
Function Advantage
1. yooj yim thiab meej parameter, tsis tsim nyog mus saib phau ntawv.
2. qhib PLC, tuaj yeem hloov kho online lossis offline raws li kev xav tau.
3. Qhib Macro program, muaj rau cov ntawv thov hloov pauv thiab kev txhim kho ntxiv.
4. Customerization dialog, ua cov txheej txheem yooj yim dua.
5. Qhib OPC chaw nres nkoj, muaj rau cov chaw taws teeb saib xyuas thiab tswj.
6.Application: CNC Tshuab dhos tshuab, CNC tig Center, sib tsoo tshuab thiab tshwj xeeb tshaj yog cov khoom siv tsis siv neeg
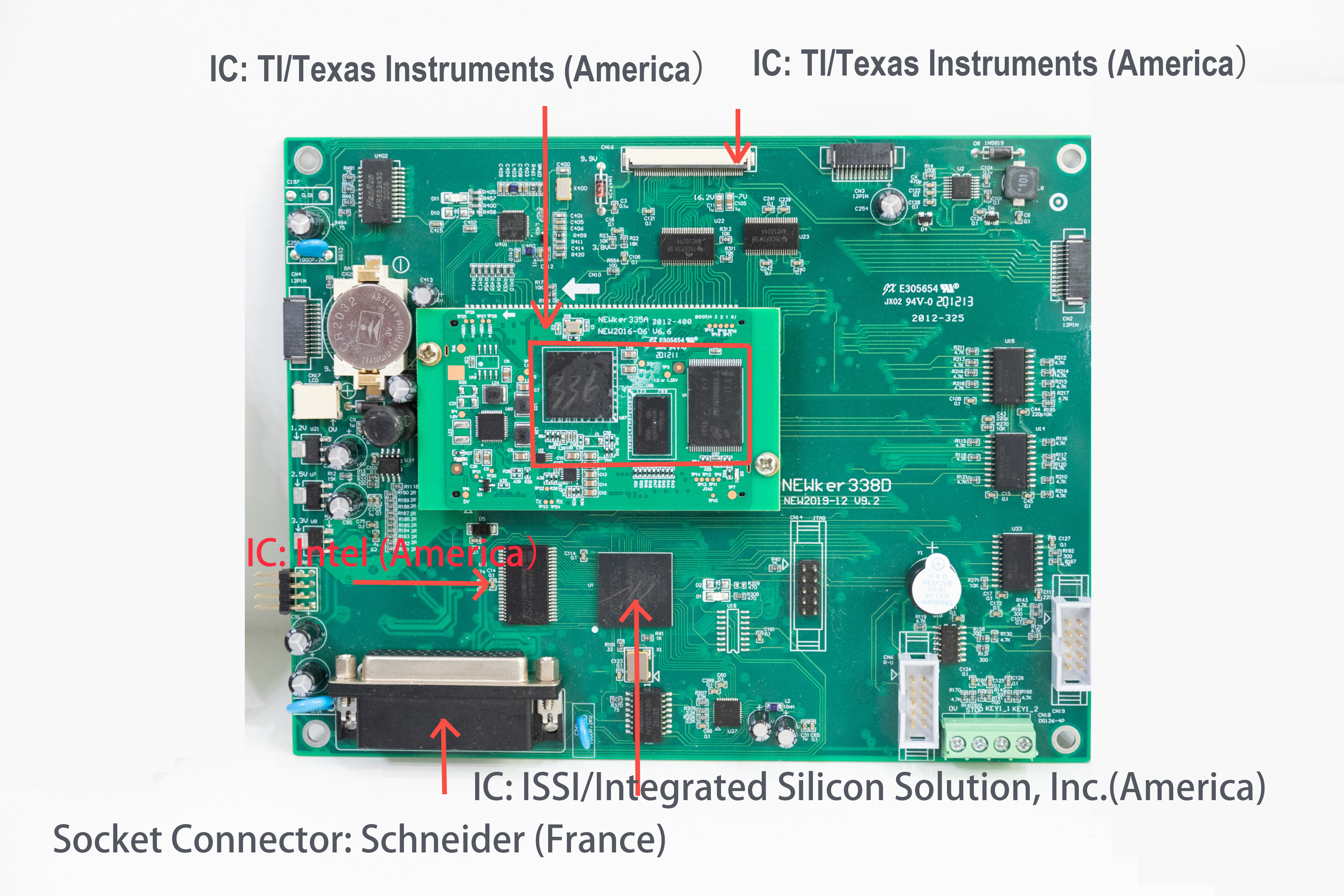
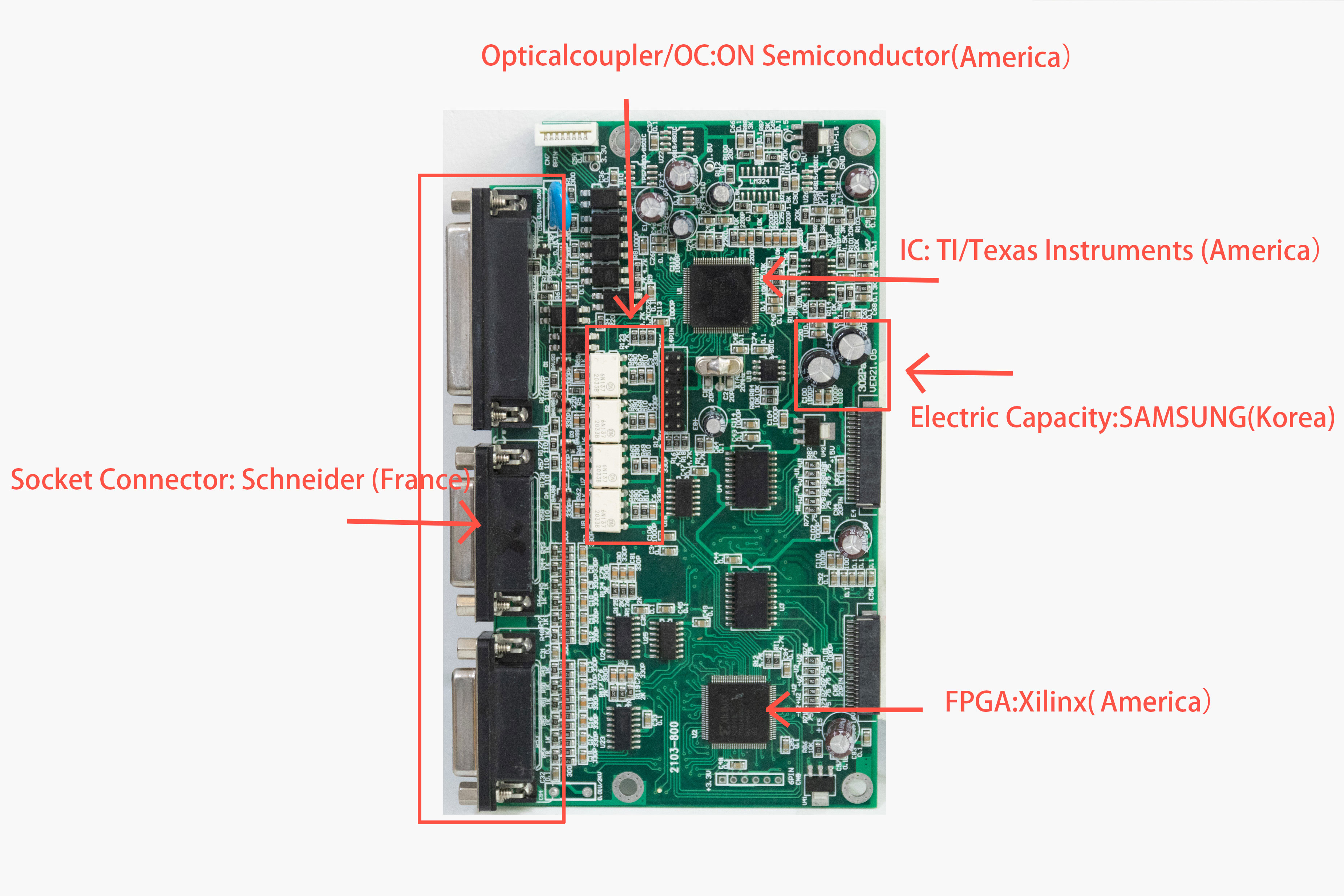
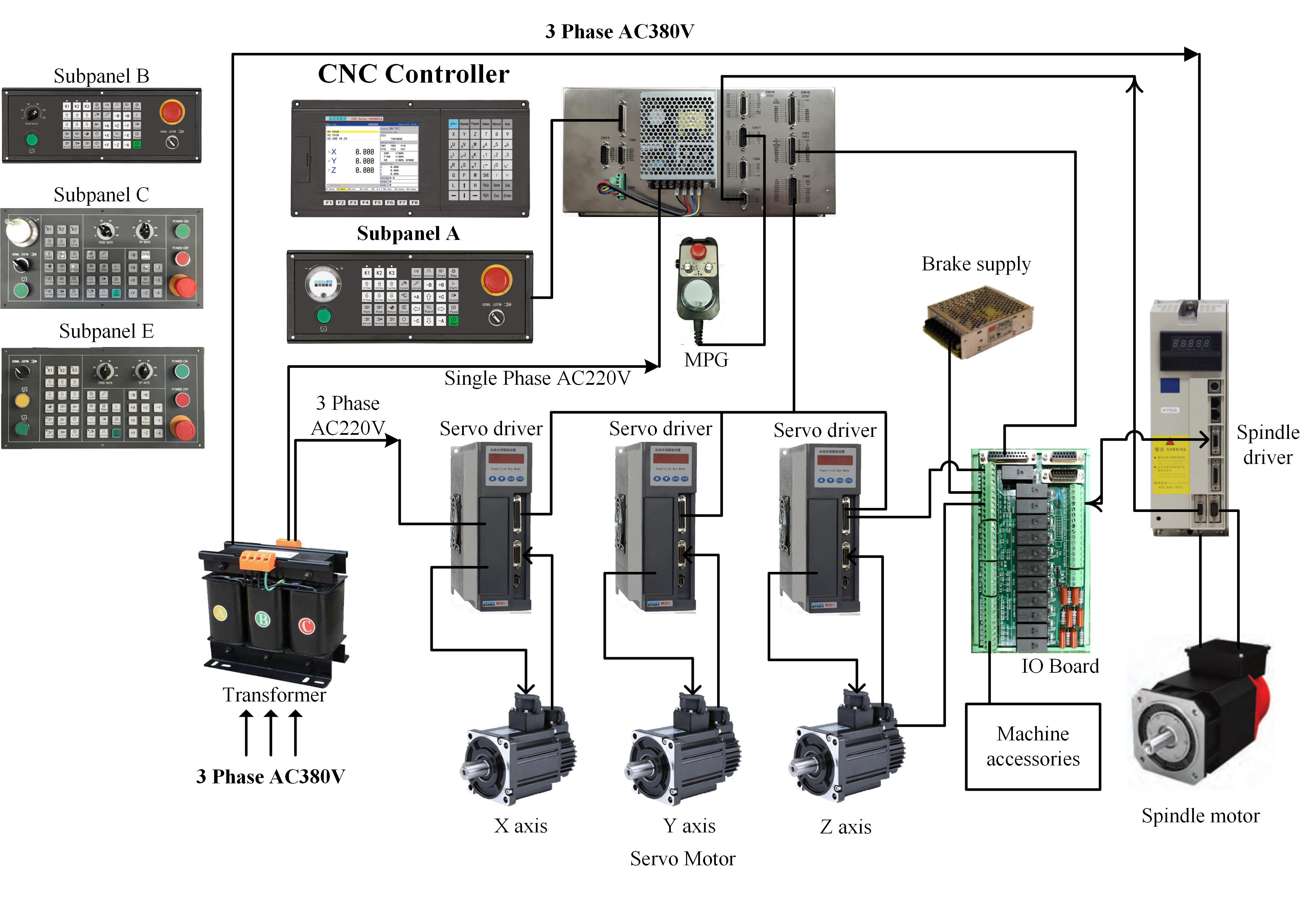
Lub npe ntawm cov khoom siv sab hauv peb siv yog raws li hauv qab no:
1