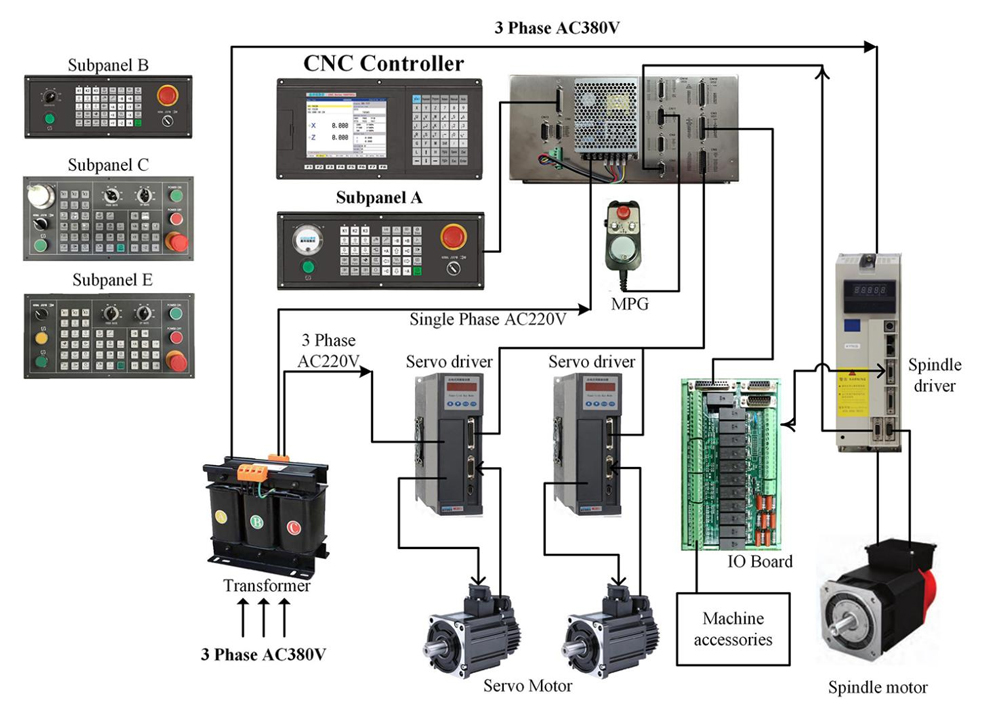
2-5 axis Tshuab dhos Controller Dual Channel System
Khoom Parameters
Daim ntawv thov: Tshuab dhos thiab tig, CNC tho txawv tshuab, CNC ntoo ua haujlwm tshuab, CNC Milling tshuab, CNC drilling machinery, thiab tshwj xeeb tshaj yog cov khoom siv tsis siv neeg
Axis: 1-10 axis
Machinery Test Report: Muab.
Muaj nuj nqi: Txhawb ATC, Macro muaj nuj nqi, thiab PLC tso saib
Cov ntsiab lus tseem ceeb: PLC, CNC, Macro program, CNC maub los.
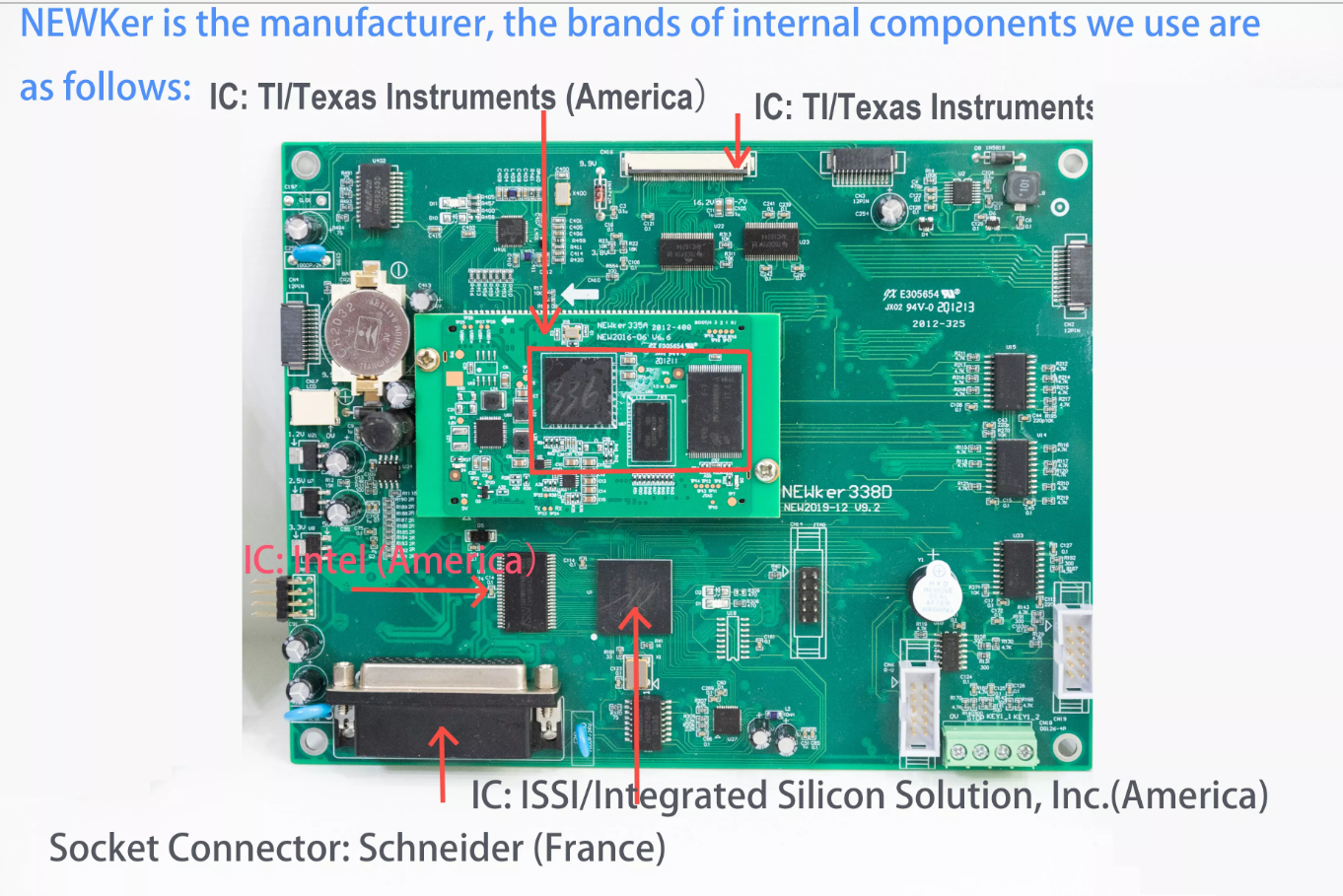
CPU: ARM (32 ntsis) + DSP + FPGA.
Chaw nres nkoj: 56 input 32 output
Qhov hnyav: 8KG
Tus neeg siv chav tsev: 128Mb
Interface: USB + RS232 Chaw nres nkoj sib txuas.
Muaj peev xwm muab khoom: 10000 Teeb / Teeb ib hlis.
Warranty: 2 Xyoos
Parameter cov ntsiab lus (G code qhia)
1. Nrhiav ceev ceev: G00
2. Txoj kab ncaj nraim interpolation: G01
3. Arc interpolation: G02/03
4. Lub voj voog ntawm kev txiav lub tog raj kheej lossis lub khob hliav qab: G90
5. Lub voj voog ntawm lub ntsej muag kawg: G94
6. voj voog ntawm kev txiav xov: G92
7. Tsau lub voj voog ntawm tapping: G93
8. Lub voj voog ntawm kev ntxhib ntuag hauv lub voj voog: G71
9. Lub voj voog ntawm kev ntxhib txiav ntawm lub ntsej muag kawg: G72
10. Lub voj voog ntawm kev txiav kaw: G73
11. Lub voj voog ntawm qhov sib sib zog nqus qhov kawg ntawm lub ntsej muag: G74
12. Lub voj voog ntawm kev txiav zawj nrog sab nraud txoj kab uas hla: G75
13. Lub voj voog ntawm kev txiav cov xov sib txuas: G76
14. Lub voj voog ntawm txoj haujlwm: G22,G800
15. Local coordinate system: G52
16. Txheeb xyuas cov lus qhia hla: G31,G311
17. Ncej tswj kav: G15, G16
18. Metrical/Imperial programme: G20,G21
19. Teem caij ua haujlwm, offset: G184, G185
20. Workpiece tswj qhov system: G54 ~ G59
21. Tool vojvoog C: G40, G41, G42
22. Qhov tseeb qhov chaw / kev txuas mus ntxiv: G60 / G64
23. Pub hom: G98, G99
24. Rov qab mus rau qhov pib qhov kev pab cuam: G26
25. Rov qab mus rau qhov chaw ruaj khov: G25, G61, G60
26. Rov qab mus rau qhov taw tes datum: G28
27. Ncua tseg: G04
28. Macro Program: G65, G66, G67
29. Lub luag haujlwm pabcuam: S, M, T
Qhuas neeg

Cov neeg siv khoom Case